When the fiber laser cutting machine is cutting, different cutting gases are selected according to the material of the cutting plate. Therefore the choice of gas and pressure has a great impact on the quality of fiber laser cutting machines.
What are the auxiliary gases used in fiber laser cutting machines?
Auxiliary gases used in fiber cutting machines are mainly including oxygen, nitrogen and air. Nitrogen is generally used to cut copper, aluminum, and stainless steel. The oxygen is generally used to cut carbon steel. When using air cutting, there a 10 kW air compressor is required, and a 7.5 KW dryer and a tertiary filter are required too.
Effect of gas and pressure on cutting quality
1) The cutting gas helps to dissipate heat and assist combustion, and blows off the melt to obtain a better quality cut section.
2) When the pressure of the cutting gas is insufficient, the following effects will be affected on the cutting quality: the melting will occur during cutting, and the cutting speed cannot meet the production efficiency.
3) When the pressure of the cutting gas is too high, the influence on the cutting quality: the cutting surface is rough, and the slit is wide; at the same time, the cut section is partially melted, and a good cutting section cannot be formed.
The effect of the pressure of the cutting gas on the perforation
1) When the gas pressure is too low, the laser does not easily penetrate the cut sheet, and the punching time increases, resulting in low productivity.
2) When the gas pressure is too high, the penetration point is melted to form a large melting point, which affects the quality of the cutting.
3) When laser drilling, a higher gas pressure is generally applied to the punching of the thin plate, and a specific punching method is adopted for the punching of the thick plate, thereby eliminating the disadvantage of the low air pressure to protect the lens.
4) When the laser cutting machine cuts ordinary carbon steel, the thicker the material, the lower the pressure of the cutting gas. When cutting stainless steel, the cutting gas pressure increases relatively with the thickness of the material.
In short, the choice of cutting gas and pressure during laser cutting must be adjusted according to the actual situation during cutting. In specific applications, different cutting parameters should be selected according to the specific conditions.
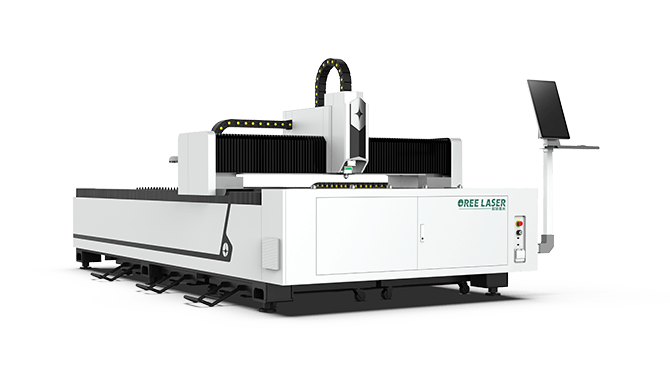
Professional Laser Cutting Machine
Manufacturer - OreeLaser