As a material cutting method, laser processing has been more and more accepted by sheet metal producers. Laser cutting has become one of the important metal processing methods of modern enterprises. Laser cutting is to use a focused high power density laser beam to irradiate the workpiece so that the irradiated material melts, vaporizes, ablate or reaches the ignition point, and at the same time, the molten material is blown off by the high-speed airflow coaxial with the beam, thereby achieving workpiece cutting.
Common problems when laser cutting medium and thick metal plates:
● Thick carbon steel plate perforation problem
In the processing of thick plates, the problem of perforation time accounts for a large proportion. Various laser manufacturers have developed their perforation plans. The most representative is the energy perforation. The advantage of this method is its fast speed (1 second, taking t16mm as an example-the same below), but the defect is that it affects the processing of small shapes. The energy injected during the perforation increases the temperature of the sheet and affects the subsequent overall cutting process. However, if a small power pulse is used for perforation, the time will be very long (12 seconds), resulting in a decrease in cutting efficiency.
● Cutting surface quality problem
When cutting medium and heavy plates, we often encounter cutting cross-section problems. The quality of such cut products is questioned. It is also accompanied by over-burning and serious sticky slag so that it cannot reflect the value of high-priced laser processing machines.
● The stability of the whole board processing
In the processing of the entire steel plate, the phenomenon of poor local processing often occurs. This phenomenon is sometimes very random, even if the processing machine is in good condition.

There are the following solutions to the above problems:
● Peak perforation: As the name implies, a high peak pulse laser with a small duty cycle is used, supplemented by non-fuel sprayed on the surface of the material to remove the attachments on the edge of the opening. Control the reasonable frequency of the pulse while cooling and piercing.
● For carbon steel, the important factor to change the cutting section is to control the heat input to the plate and to achieve the combustion of the laser irradiation part. For stainless steel, the important factors for cutting the cross-section are the improvement of the beam and the use of gas.
● The solution for processing stability: the use of an equal-length optical path (with equal length of the light propagation path between the light source and the processing head within the processing range) can reduce the depth of focus variation, thereby keeping the spot and depth of focus the same.
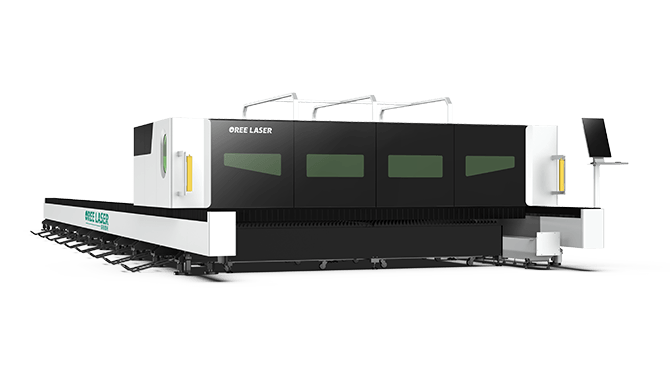
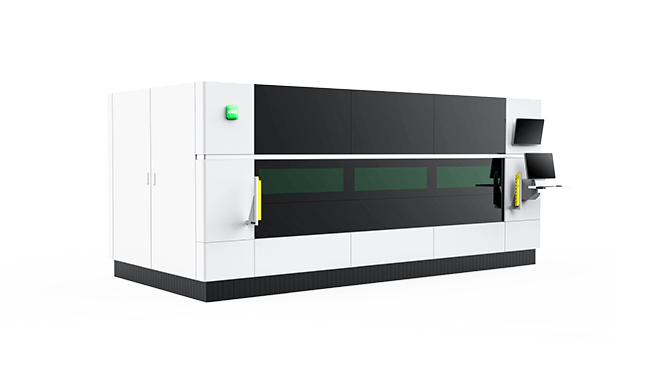
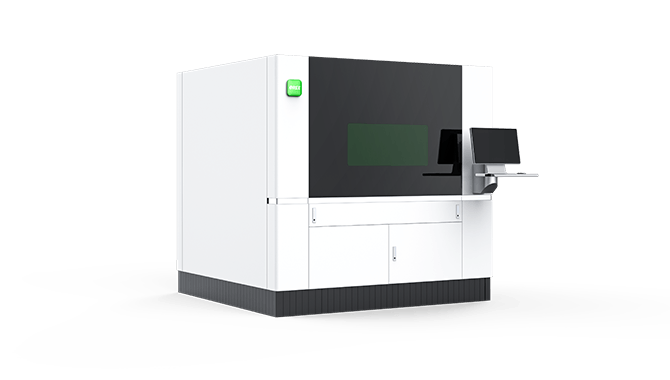
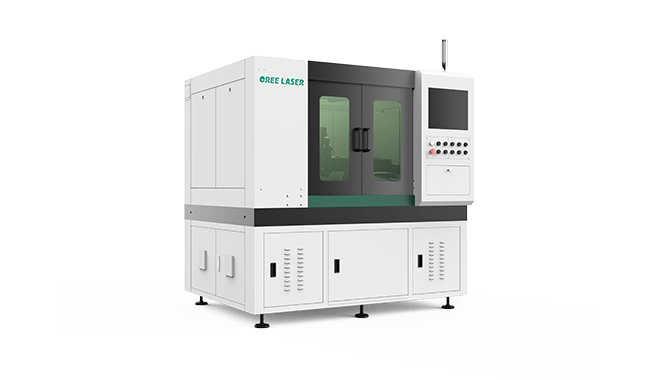
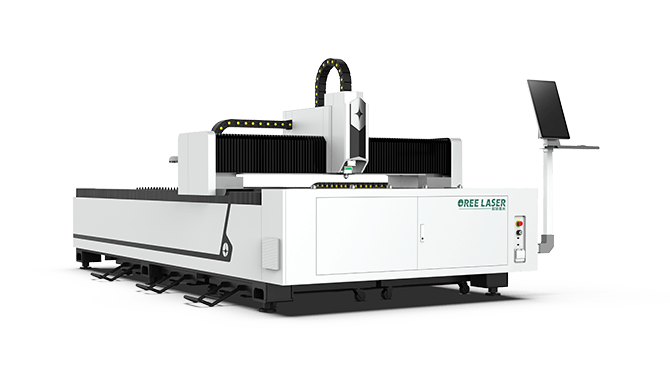
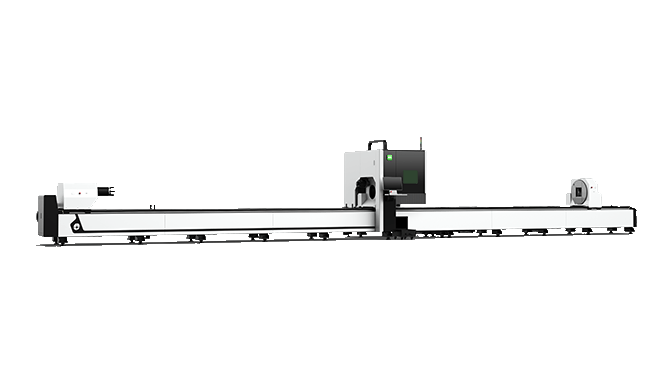
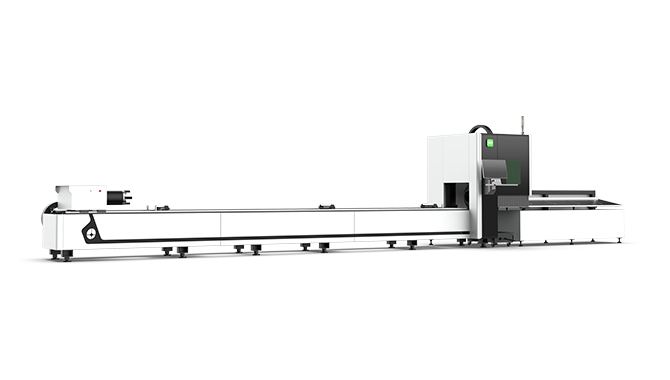
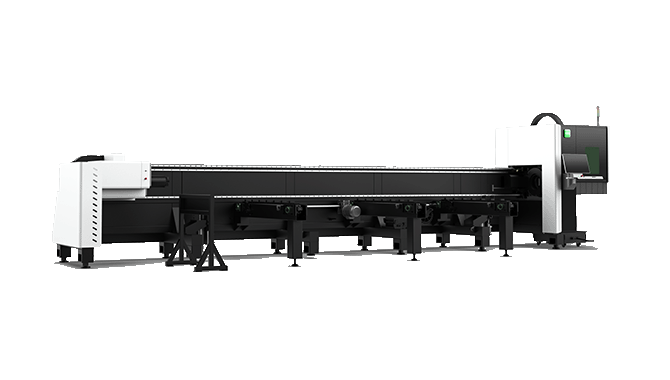
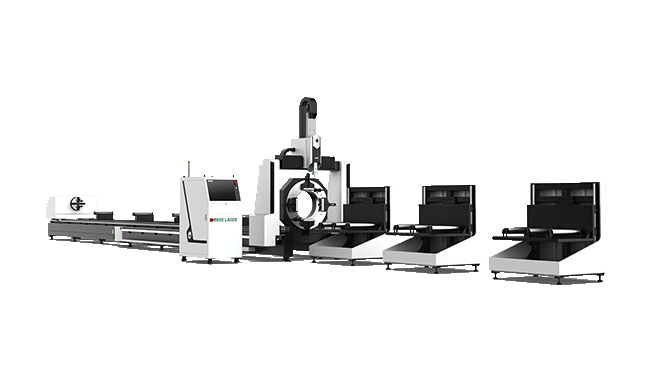
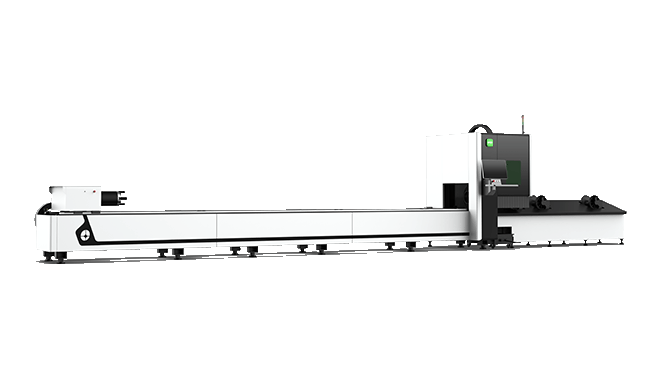
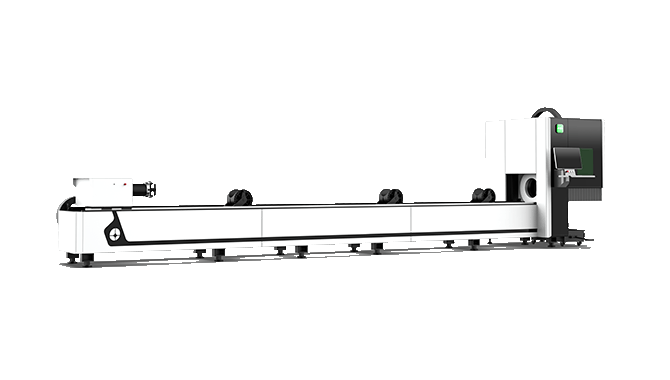
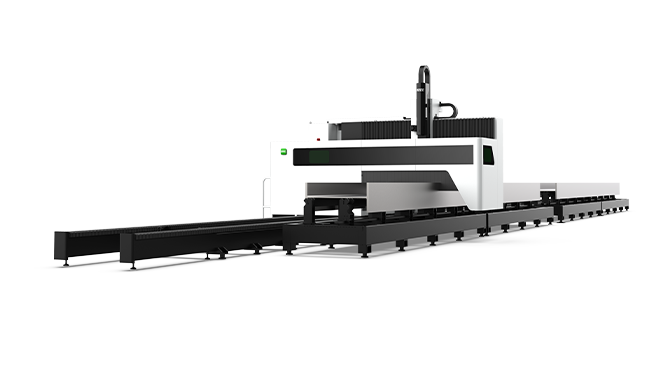
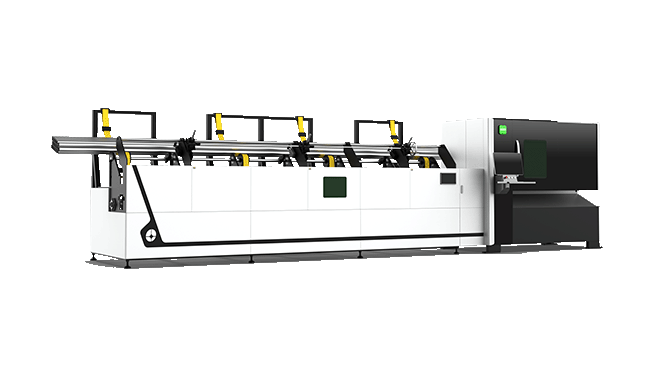
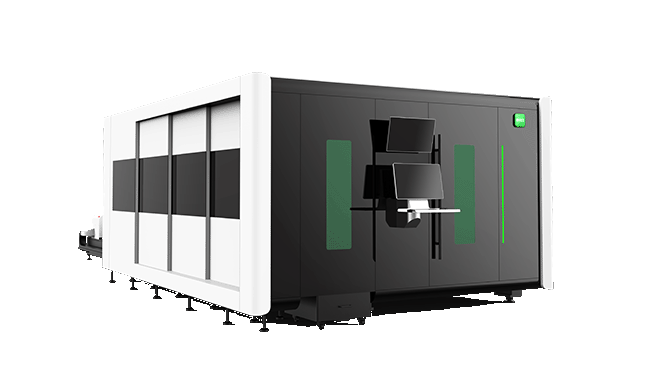
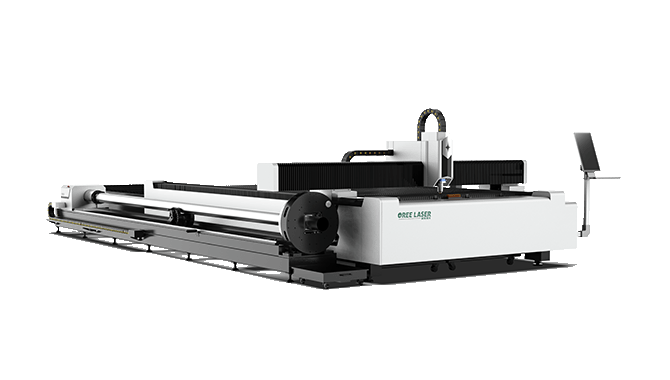
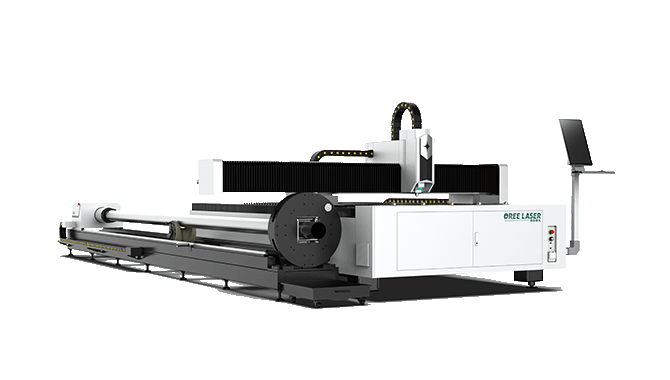
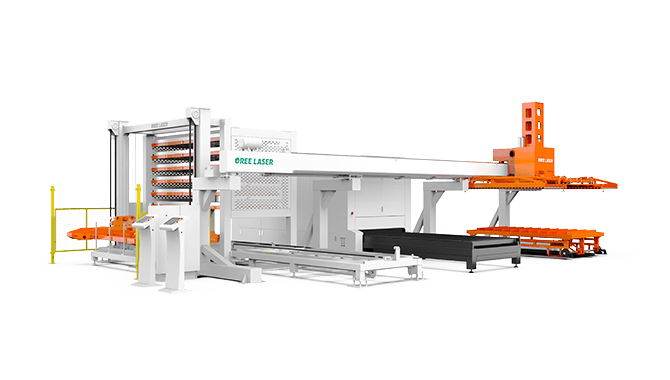
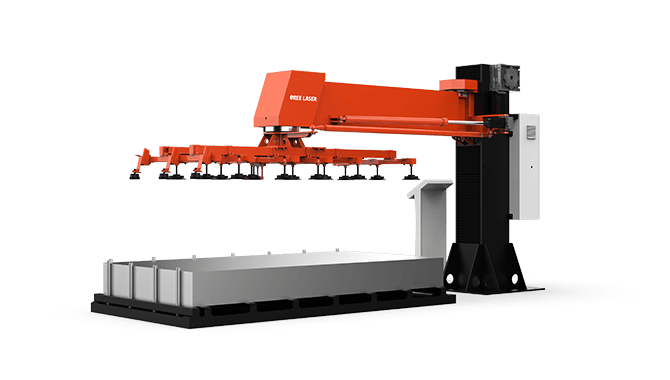
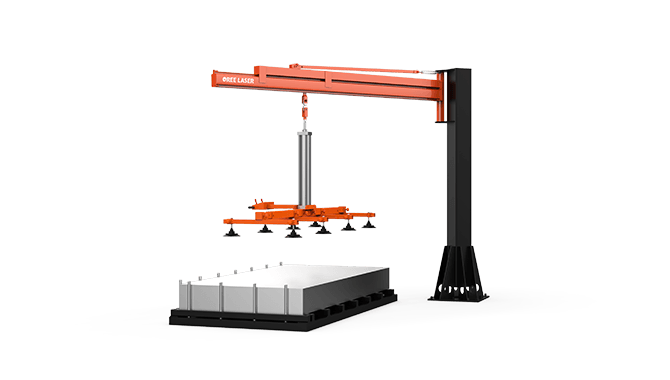
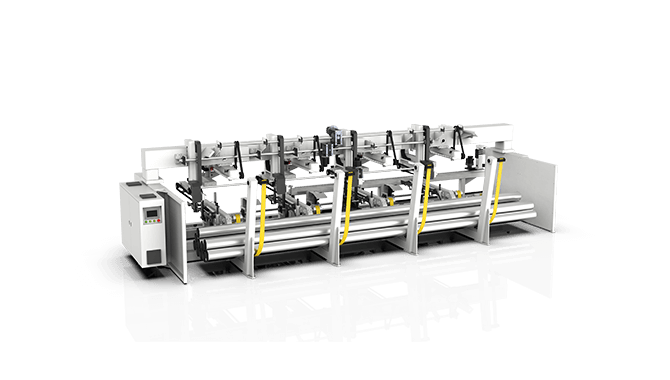
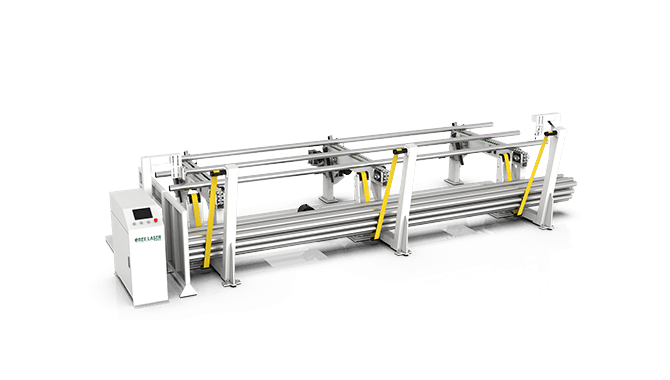
Professional Laser Cutting Machine
Manufacturer - OreeLaser