1.Roughness
The laser cutting section will form a vertical grain whose depth determines the roughness of the cutting surface. Generally speaking, the shallower the grain, the smoother the cutting section. Roughness not only affects the appearance of the edge, but also affects the friction characteristics. In most cases, it is necessary to reduce the roughness as much as possible, so the lighter the grain, the higher the cutting quality.
2. Material deposition
The laser cutter hits a special oil-containing liquid on the surface of the workpiece before it begins to melt the perforations. During the cutting process, the customer are not used to blow off the cut with the wind due to gasification and various materials, but the upward or downward discharge also forms a deposit on the surface.
3.Depression and corrosion
The depressions and corrosion have an adverse effect on the surface of the cutting edge, affecting the appearance. They appear in cutting errors that should normally be avoided.
4.Glitch
It is a very important factor to determine the quality of laser cutting for the formation of burrs, because the removal of burrs requires extra work, so the severity of burrs and the amount of burrs can directly determine the quality of the cutting.
5.Heat affected zone
In laser cutting, the area near the slit is heated. At the same time, the structure of the metal changes. For example, some metals harden. The heat affected zone refers to the depth of the area where the internal structure changes.
6.Verticality
If the thickness of the sheet metal exceeds 10 mm, the perpendicularity of the cutting edge is very important. When away from the focus, the laser beam becomes divergent, and depending on the position of the focus, the cut becomes wider toward the top or bottom. The cutting edge is a few hundredths of a millimeter from the vertical line, and the more vertical the edge, the higher the cutting quality.
7.Deformation
If the cutting causes the part to heat up sharply, it will deform. This is especially important in fine machining because the contours and tabs are usually only a few tenths of a millimeter wide. Controlling laser power and using short laser pulses can reduce component heating and avoid distortion.
8.Cutting width
The width of the slit generally does not affect the quality of the cut. The cut width has an important effect only when a particularly precise profile is formed inside the part. This is because the width of the cut determines the minimum meridian of the profile. As the thickness of the sheet increases, the width of the cut also Increase. Therefore, to ensure the same high precision, regardless of the width of the slit, the workpiece should be constant in the processing area of the laser cutting machine.
9.Grain
When the slab is cut at high speed, the molten metal does not appear in the slit below the vertical laser beam, but instead is ejected after the laser beam is deflected. As a result, the curved lines are formed at the cutting edge, and the lines closely follow the moving laser beam. In order to correct this problem, the feed rate is lowered at the end of the cutting process, and the texture can be greatly eliminated.
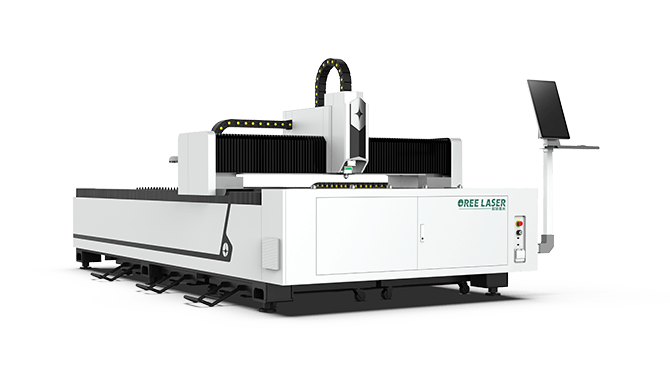
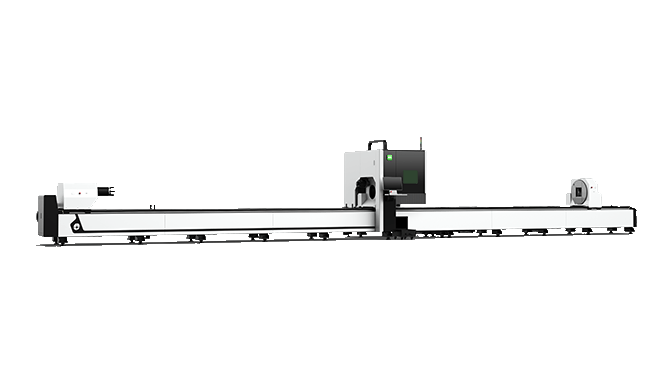
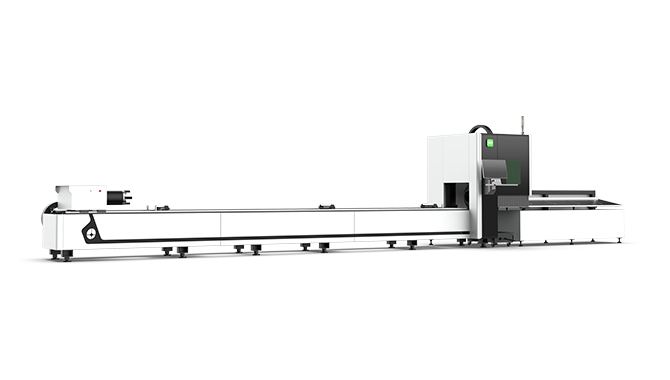
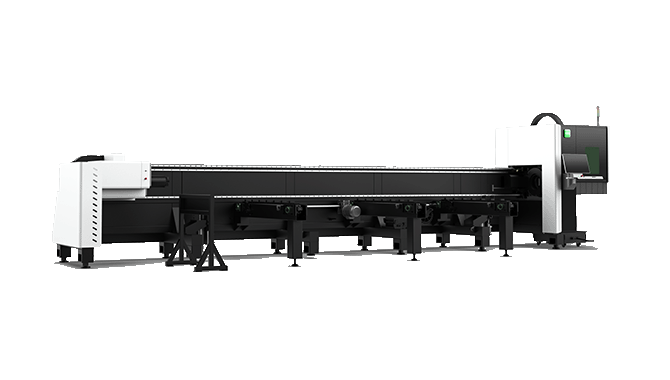
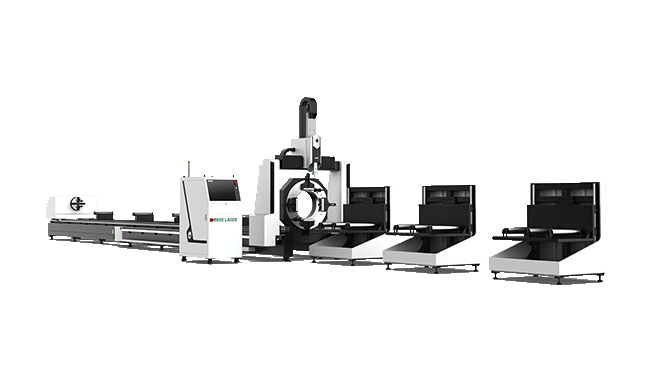
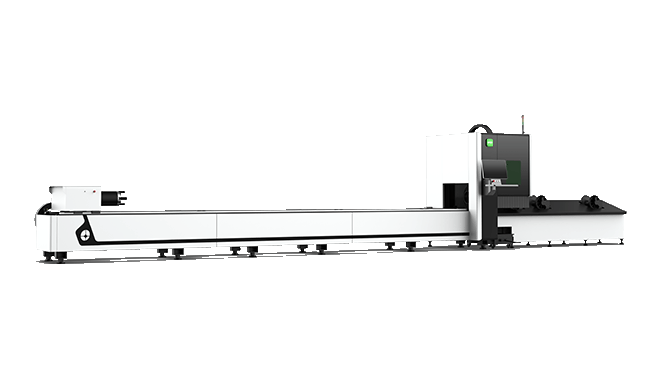
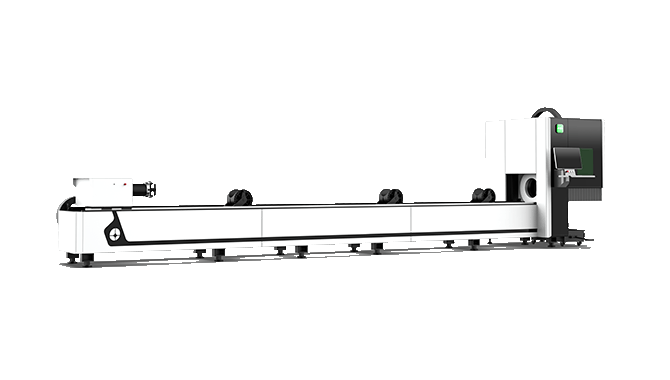
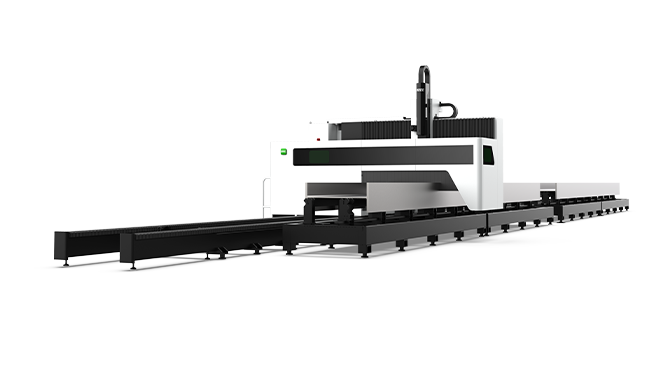
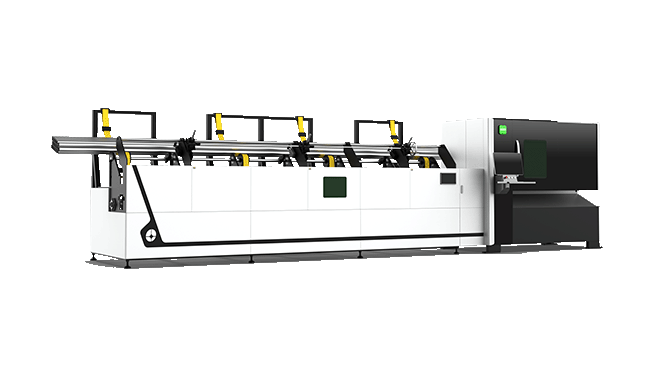
Professional Laser Cutting Machine
Manufacturer - OreeLaser